
Ленточные конвейеры: проектируем и производим
Под вашу задачу. Минус 70% ФОТ, простой — менее 2% в год
- Гарантия 12 месяцев
- Монтаж без спецбригады
- Окупаемость от 3 месяцев

Что такое ленточный конвейер и когда он нужен вашему производству
Проектируем и производим под параметры вашего техпроцесса: тип груза, расстояние, производительность для механизации практически любого технологического процесса в промышленности.
Ленточный конвейер обеспечивает непрерывное перемещение груза, путем передвижения по бесконечной ленте (конвейерная лента является тяговым и несущим элементом).
Их используют в сельском хозяйстве, в логистике (на складах и портах), на производстве, в любой отрасли промышленности, поскольку они удешевляют, упрощают и ускоряют процесс обработки и перемещения штучных и насыпных грузов. Классификация ленточных конвейеров осуществляется по типам и видам. Параметры конструкции ленточного конвейера рассчитываем исходя из ваших потребностей. Возможности оборудования:
- могут транспортировать практически все виды грузов;
- перемещают грузы непрерывно, с помощью транспортерной ленты, по прямой, горизонтальной, наклонной, поворотной или по комбинированной траекториям, увеличивая темпы производства;
- транспортируют практически все штучные и насыпные грузы с нагрузкой до 100 кг/м на расстояние до 20 метров;
- экономят значительное количество человеко-часов, минимизируя затраты;
- обеспечивают максимальную производительность до 75 м.куб для различных материалов;
- осуществляют непрерывную подачу или отвод грузов, сокращая до минимума издержки на транспортировку.
Простое объяснение: как движется лента и перемещается груз
Представьте бесконечную дорожку, которая сама несёт груз из точки А в точку Б. Технически это замкнутая лента, натянутая между двумя барабанами. Электродвигатель вращает ведущий барабан — лента движется, а груз едет на её поверхности за счёт трения. Скорость регулируется частотным преобразователем от 0,1 до 2 м/с в зависимости от типа материала. Минимум движущихся частей — максимум надёжности: средняя наработка на отказ превышает 8 700 часов.Ключевые задачи, которые решает транспортер: от склада до сборочной линии
Ленточные конвейеры автоматизируют перемещение грузов массой от 1 кг до 100 кг на расстояния от 5 до 200 метров без участия персонала. Типовые применения: межоперационная транспортировка на производстве, погрузочно-разгрузочные работы на складах, подача сырья к технологическому оборудованию и его дальнейший отвод, сортировка и накопление продукции. Один конвейер заменяет труд 3-15 рабочих в зависимости от интенсивности потока.Сравнение с другими типами конвейеров: роликовыми, цепными и винтовыми
| Тип | Преимущество ленточного |
|---|---|
| Роликовый | Транспортирует сыпучие материалы и мелкие детали без просыпания |
| Цепной | В 2-3 раза меньше энергопотребление, тише работа (65 дБ против 85 дБ) |
| Винтовой | Обрабатывает любые грузы, не только сыпучие |
Преимущества ленточных конвейеров: почему это выгодная инвестиция
Высокая производительность и непрерывность технологического процесса
Экономия на трудозатратах и оптимизация логистики
Универсальность: работа с любыми типами грузов - от сыпучих до штучных
Надежность и долговечность конструкции при правильном обслуживании
Простота интеграции в существующие производственные линии
Типы ленточных конвейеров: подбираем конструкцию под ваш процесс
Поворотные - для интеграции в комплексные производственные линии
Поворотные конвейеры изменяют направление на углы 45°, 90°, 135° и 180° с радиусом поворота от 600 до 3000 мм. Конические барабаны обеспечивают равномерное натяжение ленты по ширине при повороте. Производительность снижается на 10-15% из-за центробежных сил, действующих на груз. Направляющие и боковые ограждения предотвращают смещение продукции.Применение ленточных конвейеров
определяет характер, цели и области его использования (технологический процесс, систему оборудования). Можно выделить два аспекта применения. Это либо использование для перемещения обрабатываемых изделий по ленте между рабочими местами или технологическими машинами. Либо использование оборудования в качестве вспомогательных погрузочных и перегрузочных устройств между внутренним и внешним транспортом.- Отвод/подача грузов: деталей, заготовок, отходов в машиностроении
- Подача и загрузка/разгрузка грузов для складирования и перемещения продукции
- Транспортировка, погрузка, дозировка и взвешивание, накопление штучных грузов
- Перераспределение потоков грузов в автоматизированных линиях
- Оборудование для сортировочных линий, линий сборки заказов (Столы транспортеры)
- Перемещение грузов, упакованной и готовой продукции в цехах, на складах
- Транспортировка багажа пассажиров в багажных терминалах
- Погрузка-разгрузка автомобилей
- Передача грузов между уровнями
- Подача комплектующих на сборку
- Отвод готовой продукции и наполнения буферного склада
- Упаковка и подача груза к вспомогательным машинам
- Объединение в единую технологическую линию различного оборудования (для использования качестве элементов погрузочных и перегрузочных устройств и технологических машин)
Назначение ленточного конвейера
показывает для транспортировки каких именно грузов он может применяться. Подобное оборудование используют для перемещения:- мелкоштучных пищевых грузов (конфет, пельменей, сухариков, овощей, гранул, орехов, семечки, круп и т.п.)
- упаковки, мелкой тары (пакетов, лотков, пачек, пакетиков с продуктом, коробочек свёртков)
- деталей, заготовок, изделий, пластиковых форм
- коробок, рулонов, мешков, ящиков
- крупногабаритных деталей, штучных заготовок
- корреспонденции (писем, бандеролей, посылок)
- автодеталей, колес, автошин
- упакованные изделий, холодильников и бытовой техники
- продукции в коробках






Купить ленточный конвейер по ценам производителя (ресурс 15 лет)
Предлагаем надежное оборудование без наценок посредников. Чтобы выбрать и заказать подходящую модель из наличия, используйте расшифровку маркировки:
- ЖК (Желобчатый) — рекомендуем для сыпучих грузов (песок, щебень). Форма желоба увеличивает производительность в 1,5 раза.
- ЖК Ш (Желобчатый с шевроном) — для подьема сыпучих грузов (песок, щебень) на высоту с углом наклона до 35 гр.
- ЛКЛ (Плоский) -классический ленточный конвейер для коробок и штучной продукции.
- ЛК (Плоский) — усиленный ленточный конвейер для тяжелых штучных грузов.
- Цифры (7800/500): Длина трассы (мм) / Ширина ленты (мм).
Нужен нестандартный размер? Все модели собираются на раме с запасом прочности 2,5. Если нужной длины нет в списке — мы изготовим её под заказ за 2-3 недели.






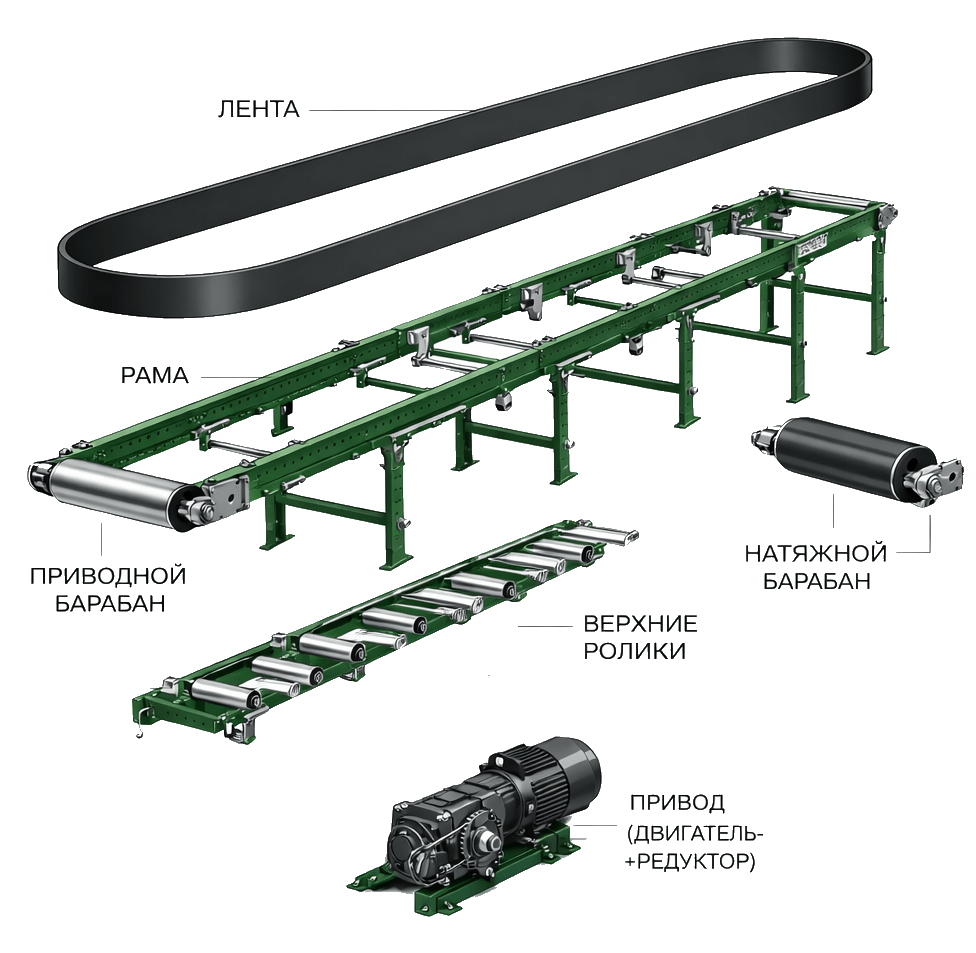
Устройство ленточного конвейера: из чего состоит надежность
Конструкция ленточного конвейера
Он состоит из несущей рамы, приводного и натяжного барабанов, привода, рабочей поверхности и транспортерной ленты.В верхней части рамы монтируются ролики верхней рабочей ветви либо настил.
В нижней плоскости установлены прямые роликоопоры холостой нижней ветви конвейера, поддерживающие ленту.
По краям рамы транспортера установлены приводной и натяжной барабаны, установленные в опорные подшипниковые узлы.
Барабаны транспортеров трубчатые или прутковые исходя из задач.
Приводной барабан вращается мотор-редуктором, приводя в движение конвейерную ленту, замкнутую в кольце и огибающую приводной и неприводной барабаны.
В зависимости от типа, длины, ширины, нагрузки и скорости по всей длине ленты транспортера устанавливается разное количество роликов, а также подбирается привод необходимой мощности. Конвейерная лента является несущим и тяговым органом транспортера.
Модульная конструкция рамы позволяет без особых затрат увеличить или уменьшить длину транспортера. Они легко стыкуются между собой в линию а также с поворотными конвейерами.
Рама (став) — основа прочности и долговечности
Транспортерная лента: типы, материалы и варианты стыковки (вулканизация, замки)
Барабаны: приводной, натяжной, отклоняющий — варианты футеровки
Роликоопоры: прямые, желобчатые, амортизирующие
Прямые роликоопоры устанавливаются на горизонтальных участках с шагом 0,25м на грузовой ветви и 2,5-3,0 м на холостой. Желобчатые с углами 20°, 30°, 45° формируют лоток для сыпучих, увеличивая производительность в 1,5-2,2 раза.
Ролики 48,51,89 мм служат 20 000 часов без обслуживания. Самоустанавливающиеся роликоопоры компенсируют неточности монтажа и предотвращают сход ленты.
Привод (мотор-редуктор) — как мы подбираем мощность под вашу нагрузку
Мощность рассчитывается по формуле P = (F × v) / (1000 × η), где F — тяговое усилие, v — скорость, η — КПД 0,85-0,92. Типовой диапазон 0,25-4 кВт для длин до 20 метров.
Частотное управление обеспечивает плавный пуск, защиту от перегрузок, регулировку скорости ±10%. Червячные редукторы — при малых скоростях и высоком крутящем моменте, цилиндрические — при высоких производительностях. Запас по мощности 1,15-1,25 учитывает пусковые режимы.
Системы очистки: скребки, щётки, плужковые очистители
Технические характеристики и расчёты: углубляемся в детали для инженеров
- Длина конвейера, м: от 2,5 до 20
- Ширина конвейера по ленте, мм: от 400 до 1000
- Производительность, тонн/час: от 10 до 100
- Скорость, м/с: до 0,8 м/с
- Угол наклона, град: до 45
- Материал, конструкция рамы: С- образный профиль высотой 180, толщиной 3 мм
- Тип рабочей поверхности: ролик, настил
- Ролик роликоопоры, поддерживающие ролики, Д,мм: 48, 51
- Тип ленты: резинотканевая гладкая, шеврон, пвх
- Мощность привода ленточного конвейера, кВт: до 2,2
- Напряжение: 380 Вольт
- Тип покрытия: эмаль серого цвета
- Барабаны ленточного конвейера — трубчатые, Д,мм: 159
- Натяжной барабан — регулируемый
- Приводной барабан — регулируемый
- Угол транспортировки — до 45 градусов
- Диапазон натяжения — 100 мм.
Формула производительности и ключевые коэффициенты (Q = 3600·S·v·γ·ψ)
Производительность: Q = 3600 × S × v × γ × ψ| Параметр | Обозначение | Единицы |
|---|---|---|
| Площадь сечения груза | S | м² |
| Скорость ленты | v | м/с |
| Насыпная плотность | γ | т/м³ |
| Коэффициент заполнения | ψ | 0,6-0,85 |
Выбор материала ленты по ГОСТ 20-85: маркировка, термостойкость, химстойкость
- Первая цифра — количество прокладок
- Буквы — тип ткани (Б — бельтинг, К — капрон, Л — лавсан)
- Цифра — прочность Н/мм
- Дробь — толщины обкладок мм
- Стандартные: -45°…+60°С
- Теплостойкие: до +200°С
- Морозостойкие: до -60°С
Соответствие стандартам и нормам безопасности
Ключевые ГОСТы и их требования: ГОСТ 22644-77, ГОСТ 12.2.022-80, ГОСТ 20-85
ГОСТ 22644-77 — параметры и размеры: ширины лент (300-2000 мм), диаметры барабанов (200-1600 мм), скорости (0,25-6,3 м/с).ГОСТ 12.2.022-80 — безопасность: ограждения опасных зон, аварийное отключение, заземление, шум до 80 дБ.
ГОСТ 20-85 — технические условия на ленты, маркировка и методы испытаний.
ISO 5048 — методика расчёта мощности и тягового усилия.
Обязательные элементы безопасности по нормам ОТ и ПБ
Обязательные системы по ГОСТ 12.2.062-81:- Ограждения барабанов высотой 1,8 м с защёлками
- Аварийные тросы по всей длине для остановки при усилии 50-150 Н
- Датчики контроля скорости и схода ленты (ДКСЛ) с выводом на пульт
- Заземление металлических частей с сопротивлением до 4 Ом
Во взрывоопасных зонах: оборудование 1ExdIICT4 с искробезопасными цепями. Блокировки предотвращают пуск при открытых ограждениях.
Инженерные решения для нестандартных и сложных задач
Работа в экстремальных условиях: от -60°C до +200°C
Взрывозащищённое исполнение для опасных производств
- Электрооборудование в взрывонепроницаемых оболочках
- Кабельные вводы со степенью защиты IP65
- Ленты из антистатических материалов с поверхностным сопротивлением 10⁶-10⁹ Ом
- Система контроля искрения с автоматическим отключением привода
- Молниезащита и дополнительное заземление против накопления статического заряда
Проектирование сложных трасс: S-образные, с переменным углом наклона
S-образные конвейеры включают два противонаправленных изгиба с радиусами 15-80 метров в зависимости от ширины ленты. Расчёт учитывает распределение натяжения по длине с коэффициентами для каждого участка.
Переменный угол наклона реализуется через шарнирные соединения секций с шагом регулировки 2-5°. Система датчиков контролирует положение ленты в критических точках — на входах и выходах криволинейных участков.
Интеграция с системами управления: SCADA, MES, ERP
Конвейеры оснащаются контроллерами с протоколами Modbus RTU/TCP, Profinet, EtherNet/IP для интеграции с системами верхнего уровня.
Передаваемые данные: производительность в реальном времени, состояние привода (ток, температура, вибрация), сигналы датчиков безопасности, счётчики наработки.
Функции MES-интеграции: автоматический запуск по сигналу от смежного оборудования, регулировка скорости по заполнению буферных зон, формирование отчётов о простоях.
OPC-сервер обеспечивает унифицированный доступ для любых SCADA-систем.
Предиктивная аналитика для планирования ТО и предотвращения простоев
Автоматическое планирование ТО оптимизирует простои по критерию минимума потерь производства. Мобильное приложение уведомляет персонал о необходимости планового обслуживания за 7-14 дней. Интеграция с системой складского учёта автоматически резервирует запчасти для предстоящего ремонта.
Датчики контроля схода ленты (ДКСЛ) реагируют на отклонение более 50 мм от осевой линии с точностью ±5 мм. Энкодеры контролируют скорость ленты с погрешностью 0,1%, сигнализируют о пробуксовке или обрыве.
Тензодатчики измеряют натяжение ленты в диапазоне 0-50 кН, предупреждают о перегрузках.
Вибродатчики на подшипниках барабанов определяют дисбаланс и износ за 2-4 недели до критического состояния.
Термодатчики контролируют температуру электродвигателей и редукторов.
Дополнительные опции и модернизация: адаптируем конвейер под ваши нужды
Для сыпучих грузов: шевронная лента, гофроборта, загрузочные бункеры
Шевронная лента с поперечными ребрами высотой 10-40 мм увеличивает угол транспортировки сыпучих материалов до 45° без дополнительных устройств. Гофроборта высотой 80-200 мм предотвращают просыпание при загрузке и формируют направленный поток. Загрузочные бункеры объемом 0,5-10 м³ с вибропитателями обеспечивают равномерную подачу материала на ленту. Скребковые очистители удаляют налипший материал с барабанов.Для штучных грузов: регулируемые борта, отбраковщики, накопительные столы
Регулируемые борта высотой 50-150 мм центрируют штучные грузы и предотвращают их падение при скоростях до 2,5 м/с. Накопительные столы длиной 3-12 метров с роликами малого трения создают буферные запасы перед упаковочным оборудованием. Система подсчета изделий с индуктивными датчиками ведет учет производства в реальном времени с точностью 99,9%.Специальные исполнения: пищевое (нержавеющая сталь), термостойкое
Пищевое исполнение из нержавеющей стали AISI 304/316L соответствует требованиям НАССР, имеет гладкие поверхности без застойных зон и съемные элементы для мойки. Термостойкие конвейеры с рабочими температурами до +200°С применяют ленты из силиконовой резины или PTFE, системы активного охлаждения барабанов. Взрывозащищенное исполнение IP65 Ex с антистатическими лентами обеспечивает безопасность в зонах с горючими парами. Фармацевтическое исполнение соответствует стандартам GMP с валидацией всех процедур.Техническое обслуживание и запчасти: как продлить срок службы оборудования
Регламентное обслуживание: что и как часто проверять
Ежесменно: визуальный осмотр ленты на предмет порезов и отслоений, контроль центровки и отсутствия посторонних шумов.Еженедельно: натяжение ленты динамометром (норма 150-300 Н/см), смазка подшипников, крепление защитных ограждений.
Ежемесячно: износ роликов (допустимая выработка до 1 mm), состояние приводного барабана, регулировка датчиков безопасности.
Квартально: проверка электрических соединений, калибровка системы управления, замер токов двигателей.
Соблюдение регламента снижает количество внеплановых ремонтов на 60-70%.
Основные расходные материалы: ленты, ролики, подшипники
| Компонент | Доля расходов | Срок службы | Стоимость |
|---|---|---|---|
| Транспортерные ленты | 40-50% | 3-7 лет | зависит от условий |
| Ролики | — | 15-25 тыс. часов | 15-30 тыс.руб на 100 м |
| Подшипники роликов | — | 20-30 тыс. часов | — |
| Подшипники барабанов | — | 40-60 тыс. часов | — |
| Смазочные материалы | — | — | 20-40 кг/год на конвейер |
Наш сервис: гарантийный ремонт и постгарантийная поддержка
Гарантийное обслуживание: бесплатное устранение дефектов изготовления в течение 12 месяцев.Постгарантийная поддержка:
- Техническое консультирование по телефону 24/7
- Поставка оригинальных запчастей со склада
- Модернизация оборудования для повышения производительности
Наши реализованные проекты











Кейс: Автоматизация линии упаковки
Решение: 8 конвейеров общей длиной 30 м с накопительными столами на 200 единиц и автоукладкой.
Параметры: лента PVC 600 мм, скорость 0,8 м/с, температура -18°С, интеграция с роботами ABB.
Результат:
- Сокращение персонала с 12 до 2 человек
- Рост производительности на 40%
- Снижение брака с 1,8% до 0,2%
- Инвестиции 2,8 млн руб окупились за 14 месяцев, ROI 85% годовых
Кейс: Транспортировка сыпучих материалов
Решение: желобчатый конвейер с лентой 400 мм, углом роликоопор 10°.
Параметры: скорость 0,5 м/с, мощность 1,1 кВт.
KPI:
- Коэффициент готовности 98,2%
- Удельное энергопотребление 0,8 кВт⋅ч/т
- Снижение потерь с 3,5% до 0,3%
- Простои сократились с 48 до 12 часов в год, экономия 4,2 млн руб/год
Кейс: Оптимизация логистики на складе
Решение: 16 конвейеров, 2400 коробов/час.
Параметры: ленты 800 мм.
TCO за 10 лет:
- Капитальные затраты: 8,5 млн руб
- Эксплуатационные расходы: 12,3 млн руб
- Экономия на персонале: 28,7 млн руб
- Срок окупаемости 2,8 года
Часто задаваемые вопросы (FAQ) при выборе ленточного конвейера
Что такое ленточный конвейер и для каких задач он применяется?
Ленточный конвейер — это система непрерывного транспорта, где замкнутая лента служит одновременно тяговым и грузонесущим органом (согласно ГОСТ 22644-77). В отличие от циклического транспорта (погрузчиков или грузовиков), он обеспечивает постоянный поток материала без холостых пробегов. Это позволяет автоматизировать перемещение грузов на расстояния до 2000 метров с производительностью до 10 000 т/ч, полностью исключая ручной труд.
Чем ленточный конвейер лучше винтового (шнекового) или цепного?
Ленточная система перемещает груз на поверхности ленты за счет трения, минимизируя механическое воздействие. По сравнению с винтовыми конвейерами, она не дробит хрупкие материалы, а по сравнению с цепными — работает значительно тише (65 дБ против 85 дБ). Использование ленты снижает потери продукции (бой) и сокращает энергопотребление в 2–3 раза благодаря низкому коэффициенту сопротивления.
Выгодно ли устанавливать конвейер вместо использования ручного труда?
Экономическая эффективность (ROI) конвейера рассчитывается через сокращение фонда оплаты труда и ускорение логистики. Хотя капитальные затраты (CAPEX) выше, чем при найме персонала, автоматизация окупается за 8–18 месяцев. Один конвейер заменяет от 3 до 15 рабочих, снижая уровень брака до 0,1% и обеспечивая техническую готовность оборудования 98,5%.
Как правильно рассчитать мощность привода для ленточного конвейера?
Расчет мощности (P) производится по международному стандарту ISO 5048 по формуле P = (F × v) / (1000 × η), где F — тяговое усилие, а v — скорость. Этот метод точнее упрощенных оценок, так как учитывает коэффициенты сопротивления движению (0,02–0,04) и углы наклона. Корректный расчет предотвращает покупку избыточно мощного двигателя (экономия бюджета) и гарантирует стабильный запуск под нагрузкой.
Как предотвратить сход ленты и продлить срок ее службы?
Сход ленты — это боковое смещение полотна, вызванное перекосом барабанов или неравномерной загрузкой. Для устранения требуется механическая регулировка натяжных станций и проверка перпендикулярности роликоопор лазерным нивелиром (допуск ±1 мм), в отличие от программных сбросов ошибок. Регулярная центровка и очистка барабанов предотвращают износ кромок, увеличивая реальный ресурс ленты на 30–40%.
Какую ленту выбрать: ПВХ или резинотканевую?
Выбор материала ленты определяется нагрузкой и температурным режимом. ПВХ-лента рассчитана на лёгкие грузы до 50 кг/м в диапазоне −10…+80°С и стыкуется механическими замками за 15–30 минут. Резинотканевая лента по ГОСТ 20-85 выдерживает до 400 кг/м и температуры до +200°С, но требует горячей вулканизации с прессом. Для пищевых производств применяются ленты с допуском FDA/ТР ТС 021.
Какие датчики нужны для ленточного конвейера по требованиям безопасности?
Минимальный набор по ГОСТ 12.2.022-80 включает четыре системы защиты: датчик скорости (энкодер с допуском ±10% от номинала), датчик схода ленты ДКСЛ с установкой через каждые 50–100 метров, концевые выключатели на защитных ограждениях и аварийный тросовый выключатель по всей длине трассы. Для взрывоопасных зон категории 1 и 2 дополнительно требуются датчики температуры подшипников с аварийной уставкой +85°С.
При заказе для проектирования транспортера необходимо:
- определить параметры груза;
- установить траекторию перемещения груза (высоту загрузки и выгрузки, расстояние);
- выявить условия работы (для выбора ленты);
- оценить примерную производительность.
Для того, чтобы нам начать расчет вашего заказа, вам необходимо заполнить короткую форму (опросный лист).